En iyi toz karışımlarını 60 yılı aşkın süredir seçiyoruz.
Tamamen şirket içinde yönetilen üretim sürecimiz, en yüksek hassasiyet standartlarını korurken farklı şekil ve boyutlarda ürünler üretmemize olanak tanıyan son teknoloji makinelerden yararlanır.
Sinterleme endüstrisinde onlarca yıldır edindiğimiz uzmanlık sayesinde sinter hatalı parçaları en aza indirmeyi başarıyoruz. Böylece müşterilerimize rekabetçi fiyatlar ve hızlı teslimat süreleri ile en iyi teknik sonucu sunabiliyoruz.
İhtiyaçların belirlenmesi
Teknik satış personelimiz, sert metal özelliklerini tanımlamak ve üretimine devam etmek için Müşteriden tüm yararlı özellikleri belirler.
Ön çalışma
Teknik ve mühendislik ekipleri fizibilite analizi üzerinde birlikte çalışır ve bir teklif sunmak için gerekli tüm unsurları belirler.
Üretim
Son teknoloji makineler, araçlar ve özenle seçilmiş bir ekip sayesinde Sinterloy, tungsten karbür tozundan başlayarak ürünlerini tamamen kendi sinterleme ve taşlama tesislerinde üretmektedir.
ÜRETİM SÜRECİ
0. HAMMADDE MUAYENESİ
Teslim alındıktan sonra, gelen tozların uygunluğu kendi laboratuvarımızda özenle kontrol edilir.
Giriş muayene yoğunluk, sertlik (HRA ve HV), gözeneklilik ve tanecik yapısı gibi özellikleri dikkate alır. Zorlayıcı kuvvet ve manyetik kobalt testleri kontrollerini tamamlar.
Talep edilen değerlere uygunluk değerlendirildikten sonra malzeme, 20’den fazla toz karışımını stokladığımız geniş depomuza taşınır.
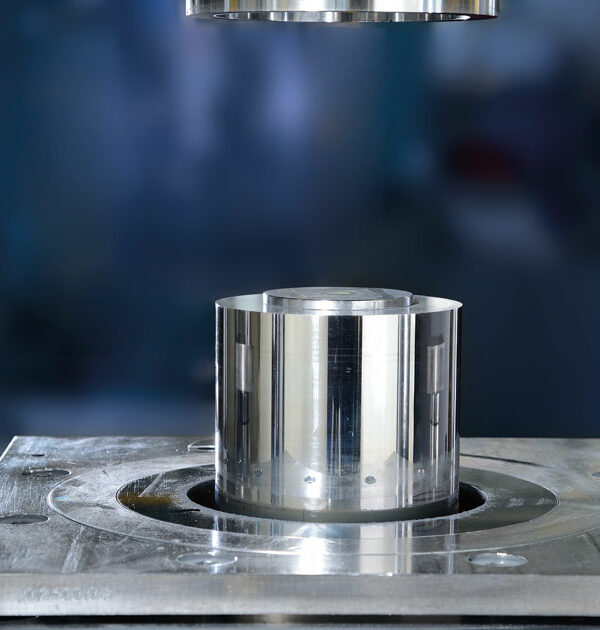
1. TOZ PRESLEME
Tungsten karbür tozu (WC-Co), bitmiş ürün için en uygun kalıplar kullanılarak basılır.
2. ÖN İŞLEME PROSESİ
Ara mamul vakumlu bir fırına konur ve yaklaşık 700°C sıcaklığa ulaşır. Bu işlem tozdaki parafini giderir ve malzemeyi sıkıştırarak sonraki işlemeye olanak sağlar.
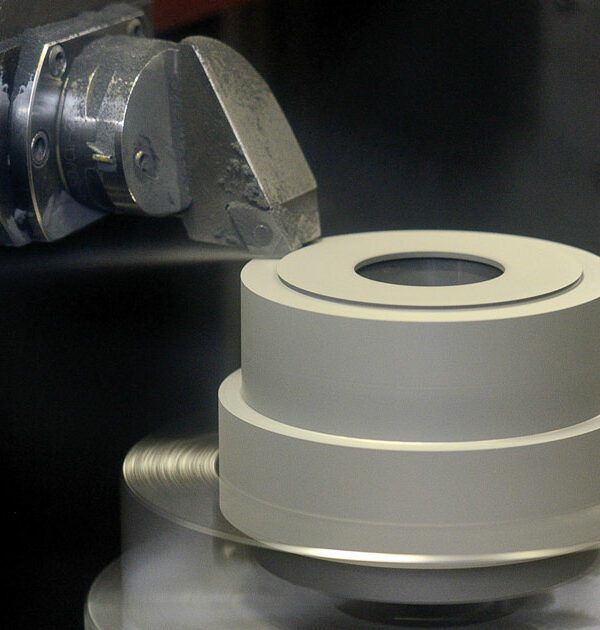
3. TASLAK (YARI MAMUL) İŞLEME / ŞEKİLLENDİRME
Önceden sinterlenmiş taslaklar, gerekli işlemlerin çoğunu gerçekleştirmek için CNC makineleri kullanılarak tornalanır, delinir ve şekillendirilir.
4. SİNTERLEME İŞLEMİ
Şekillendirilmiş taslaklar vakumlu fırınlarda 1.400 / 1.500 °C’ye (malzemeye göre) ulaşır. Bu aşamada parçalar yaklaşık %20 oranında hacmen küçülür.
YARI MAMUL VE SİNTERLEME BÖLÜMÜ
En iyi toz karışımlarını 60 yılı aşkın süredir seçiyoruz
Tamamen şirket içinde yönetilen üretim sürecimiz, en yüksek hassasiyet standartlarını korurken farklı şekil ve boyutlarda ürünler üretmemize olanak tanıyan son teknoloji makinelerden yararlanır.
Sinterleme endüstrisinde onlarca yıldır edindiğimiz uzmanlık sayesinde sinter hatalı parçaları en aza indirmeyi başarıyoruz. Böylece müşterilerimize rekabetçi fiyatlar ve hızlı teslimat süreleri ile en iyi teknik sonucu sunabiliyoruz.
İhtiyaçların belirlenmesi
Teknik satış personelimiz, sert metal özelliklerini tanımlamak ve üretimine devam etmek için Müşteriden tüm yararlı özellikleri belirler.
Ön çalışma
Teknik ve mühendislik ekipleri fizibilite analizi üzerinde birlikte çalışır ve bir teklif sunmak için gerekli tüm unsurları belirler.
Üretim
Son teknoloji makineler, araçlar ve özenle seçilmiş bir ekip sayesinde Sinterloy, tungsten karbür tozundan başlayarak ürünlerini tamamen kendi sinterleme ve taşlama tesislerinde üretmektedir.
ÜRETİM SÜRECİ
0. HAMMADDE MUAYENESİ
Teslim alındıktan sonra, gelen tozların uygunluğu kendi laboratuvarımızda özenle kontrol edilir.
Giriş muayene yoğunluk, sertlik (HRA ve HV), gözeneklilik ve tanecik yapısı gibi özellikleri dikkate alır. Zorlayıcı kuvvet ve manyetik kobalt testleri kontrollerini tamamlar.
Talep edilen değerlere uygunluk değerlendirildikten sonra malzeme, 20’den fazla toz karışımını stokladığımız geniş depomuza taşınır.
1. TOZ PRESLEME
Tungsten karbür tozu (WC-Co), bitmiş ürün için en uygun kalıplar kullanılarak basılır.
2. ÖN İŞLEME PROSESİ
ara mamul vakumlu bir fırına konur ve yaklaşık 700°C sıcaklığa ulaşır. Bu işlem tozdaki parafini giderir ve malzemeyi sıkıştırarak sonraki işlemeye olanak sağlar.
3. TASLAK (YARI MAMUL) İŞLEME / ŞEKİLLENDİRME
Önceden sinterlenmiş taslaklar, gerekli işlemlerin çoğunu gerçekleştirmek için CNC makineleri kullanılarak tornalanır, delinir ve şekillendirilir.
4. SİNTERLEME İŞLEMİ
Şekillendirilmiş taslaklar vakumlu fırınlarda 1.400 / 1.500 °C’ye (malzemeye göre) ulaşır. Bu aşamada parçalar yaklaşık %20 oranında hacmen küçülür.
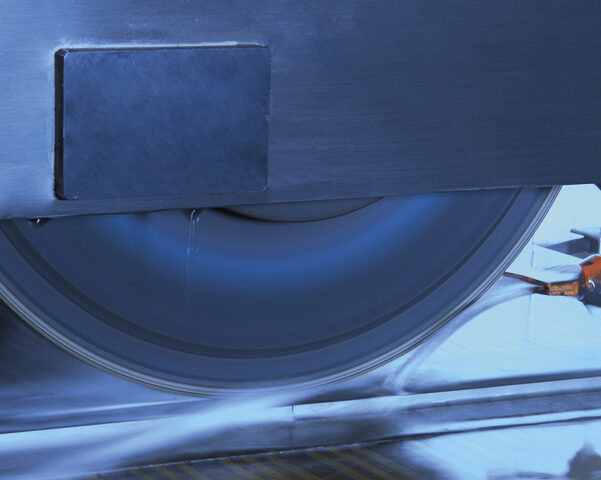
TAŞLAMA BÖLÜMÜ
5.Taşlama işlemi
Sinterlenmiş parçalar en son işleme adımları için hazırdır.
Şirket içinde gerçekleştiriyoruz:
Yüzey ve silindirik taşlama
Keskinleştirme- bileme
Profil taşlama
Hassas dalma ve tel EDM
Parlatma
TAŞLAMA BÖLÜMÜ
5. Taşlama işlemi
Sinterlenmiş parçalar en son işleme adımları için hazırdır.
Şirket içinde gerçekleştiriyoruz:
Yüzey ve silindirik taşlama
Keskinleştirme- bileme
Profil taşlama
Hassas dalma ve tel EDM
Parlatma
Daha fazla bilgi veya teklif almak için bizimle iletişime geçin