Da oltre 60 anni, ricerchiamo e selezioniamo
le polveri migliori
Tutto il nostro processo di produzione e lavorazione, interamente gestito internamente, si avvale di macchinari di nuova generazione che ci permettono di produrre componenti di diverse forme e dimensioni, mantenendo sempre i massimi standard di precisione.L’esperienza maturata nei decenni nel settore della sinterizzazione ci consente di ridurre al minimo gli scarti, così da poter offrire ai nostri clienti il migliore risultato tecnico a prezzi concorrenziali e con tempi di consegna rapidi.
Acquisizione del bisogno
I tecnici-commerciali dell’azienda acquisiscono dal cliente le specifiche utili
per la definizione delle caratteristiche del componente richiesto e per la sua realizzazione.
Studio preliminare
Il team di ingegneri e tecnici collabora per l’analisi di fattibilità e la composizione della relativa offerta economica.
Produzione
Grazie a macchinari tecnologicamente
avanzati e un team di risorse attentamente selezionato, Sinterloy, partendo dalla polvere di carburo di tungsteno, realizza i componenti interamente all’interno dei suoi stabilimenti di sinterizzazione e rettifica.
Processo produttivo
0. VERIFICA E CONTROLLO DELLA MATERIA PRIMA
Al ricevimento, le polveri vengono verificate dal nostro laboratorio interno, che ne controlla accuratamente la conformità. L’ispezione in ingresso prende in esame caratteristiche quali densità, durezza (HRA e HV), porosità e struttura. Completano i controlli forza coercitiva e cobalto magnetico. Una volta accertata la corrispondenza alle caratteristiche richieste, il materiale viene trasferito nel nostro ampio magazzino, dove sono stoccate oltre 20 miscele di polvere.
1. PRESSATURA
DELLA POLVERE
La polvere di carburo di tungsteno (WC-Co) viene pressata negli stampi più idonei a realizzare il particolare finito.
2. PROCESSO DI
PRESINTERIZZAZIONE
I componenti grezzi vengono portati a una temperatura intorno ai 700° C sottovuoto. Questo processo rimuove la paraffina presente nella polvere e compatta il materiale per rendere possibile la successiva lavorazione.
3. LAVORAZIONE DEL
GREZZO/SAGOMATURA
I grezzi presinterizzati vengono torniti, forati e sagomati su macchine a controllo numerico per realizzare la maggior parte delle lavorazioni a disegno.
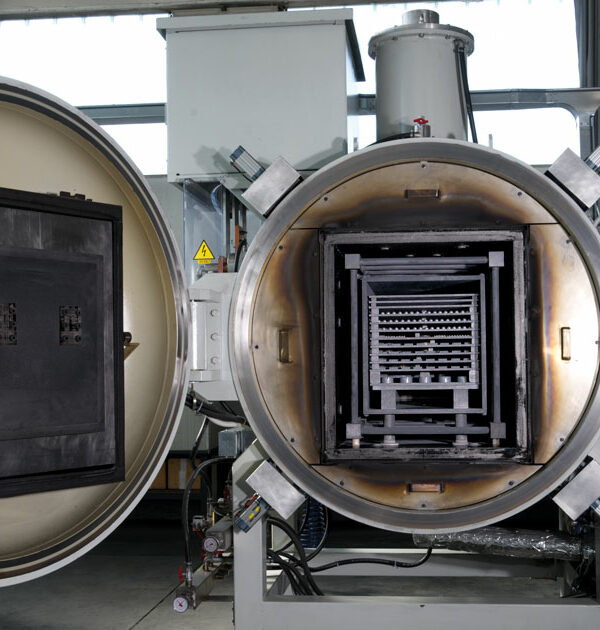
4. PROCESSO DI
SINTERIZZAZIONE
I grezzi sagomati vengono portati a una temperatura di 1.400 / 1.500 °C (secondo il materiale) in forni sottovuoto. In questa fase si ha una riduzione del volume del pezzo intorno al 20%.
REPARTO GREZZO E SINTERIZZAZIONE
Da oltre 60 anni, ricerchiamo e selezioniamo
le polveri migliori
Tutto il nostro processo di produzione e lavorazione, interamente gestito internamente, si avvale di macchinari di nuova generazione che ci permettono di produrre componenti di diverse forme e dimensioni, mantenendo sempre i massimi standard di precisione.L’esperienza maturata nei decenni nel settore della sinterizzazione ci consente di ridurre al minimo gli scarti, così da poter offrire ai nostri clienti il migliore risultato tecnico a prezzi concorrenziali e con tempi di consegna rapidi.
Acquisizione del bisogno
I tecnici-commerciali dell’azienda acquisiscono dal cliente le specifiche utili
per la definizione delle caratteristiche del componente richiesto e per la sua realizzazione.
Studio preliminare
Il team di ingegneri e tecnici collabora per l’analisi di fattibilità e la composizione della relativa offerta economica.
Produzione
Grazie a macchinari tecnologicamente
avanzati e un team di risorse attentamente selezionato, Sinterloy, partendo dalla polvere di carburo di tungsteno, realizza i componenti interamente all’interno dei suoi stabilimenti di sinterizzazione e rettifica.
Processo produttivo
0. VERIFICA E CONTROLLO DELLA MATERIA PRIMA
Al ricevimento, le polveri vengono verificate dal nostro laboratorio interno, che ne controlla accuratamente la conformità. L’ispezione in ingresso prende in esame caratteristiche quali densità, durezza (HRA e HV), porosità e struttura. Completano i controlli forza coercitiva e cobalto magnetico. Una volta accertata la corrispondenza alle caratteristiche richieste, il materiale viene trasferito nel nostro ampio magazzino, dove sono stoccate oltre 20 miscele di polvere.
1. PRESSATURA
DELLA POLVERE
La polvere di carburo di tungsteno (WC-Co) viene pressata negli stampi più idonei a realizzare il particolare finito.
2. PROCESSO DI
PRESINTERIZZAZIONE
I componenti grezzi vengono portati a una temperatura intorno ai 700° C sottovuoto. Questo processo rimuove la paraffina presente nella polvere e compatta il materiale per rendere possibile la successiva lavorazione.
3. LAVORAZIONE DEL
GREZZO/SAGOMATURA
I grezzi presinterizzati vengono torniti, forati e sagomati su macchine a controllo numerico per realizzare la maggior parte delle lavorazioni a disegno.
4. PROCESSO DI
SINTERIZZAZIONE
I grezzi sagomati vengono portati a una temperatura di 1.400 / 1.500 °C (secondo il materiale) in forni sottovuoto. In questa fase si ha una riduzione del volume del pezzo intorno al 20%.
REPARTO RETTIFICA
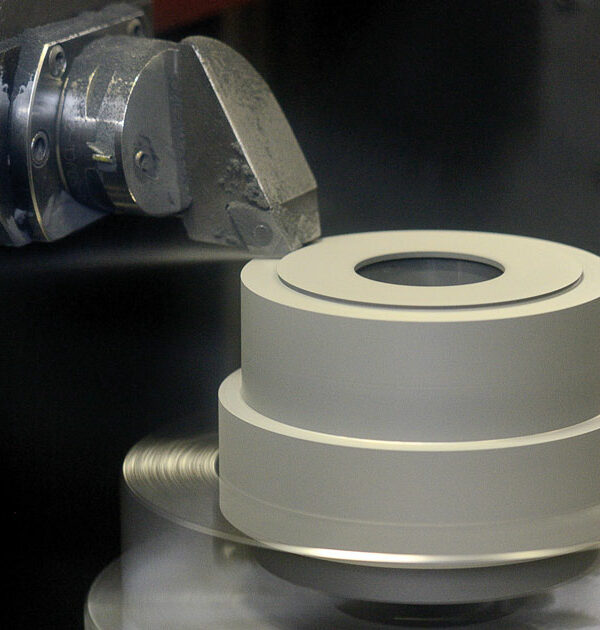
5.Processo
di rettifica
I pezzi sinterizzati sono pronti per le ultime fasi di lavorazione.
Realizziamo internamente:
rettifica in tondo e in piano
affilatura
profilatura
elettroerosione a filo e a tuffo
lucidatura
REPARTO RETTIFICA
5.Processo
di rettifica
I pezzi sinterizzati sono pronti per le ultime fasi di lavorazione.
Realizziamo internamente:
rettifica in tondo e in piano
affilatura
profilatura
elettroerosione a filo e a tuffo
lucidatura
Contattaci per maggiori informazioni o per un preventivo